Պղնձե խողովակներ եռակցման միջոցով ՝ ինդուկցիայի միջոցով
Նկարագրություն
Նպատակ
Ուցադրող ինդուկցիոն brazing պղնձե խողովակ և ամրացնել ժամանակը `օգտագործելով DW-UHF-10 կՎտ համակարգը և առկա պառակտված լաբորատորիայի ոլորուն

սարքավորում
DW-UHF-10KW ինդուկցիոն brazing մեքենա
նյութեր
• Պղնձե խողովակ - ներծծող խողովակ
• Խոզանակ մածուկ
Հիմնական պարամետրեր
Հզորությունը ՝ 10 կՎտ
Temperatureերմաստիճանը ՝ մոտավորապես 1500 ° F (815 ° C)
Ժամանակը ՝ 5 - 5.2 վրկ

Գործընթացը:
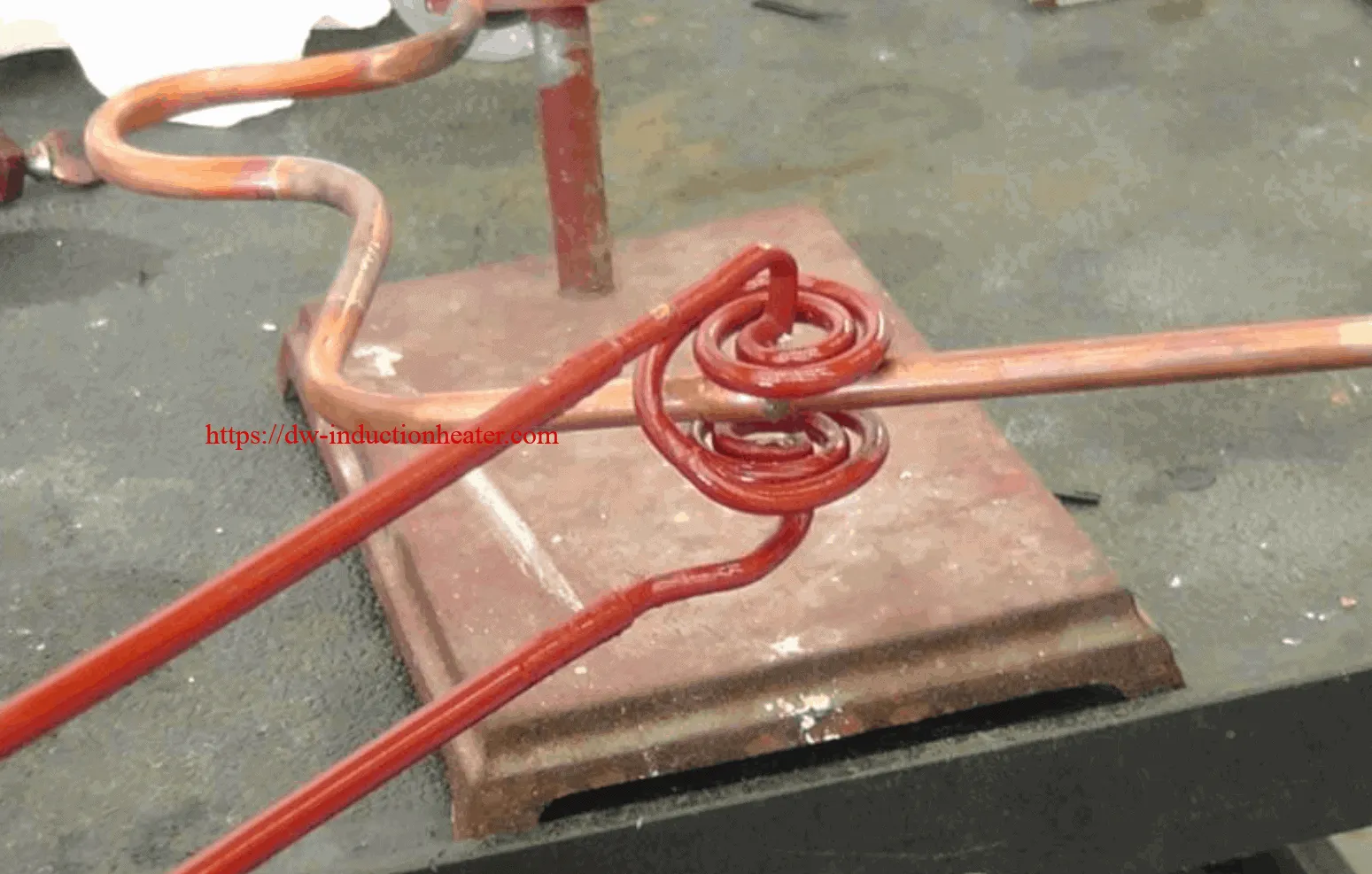
Քանի որ թեստի համար նախատեսված էր միայն մեկ հավաքույթ, մենք ստեղծեցինք փորձարկման բեռ `օգտագործելով 5/16» պղնձե ծանր պատը, որը տեղադրված է, օրինակ, մի խողովակ ընդունեց մյուսը `ձևավորված բաց եզրագծով: Heերմության ժամանակը գնահատվում էր ջերմաստիճանի ջերմաստիճանը նշելու համար ՝ tempilaque ներկ օգտագործելու հիման վրա: Թեստային ժողովը (որին հաջորդում են տրամադրված բաղադրիչները) հավաքվել են 505 համաձուլվածքի բրեզե մածուկով ծածկույթով և տեղադրվել լաբորատորիայի փորձարկման կծիկում `կցված լուսանկարների համաձայն) 5-ից 5.2 վայրկյանում հայտնաբերվել է ջերմային ցիկլ` խառնուրդ հոսելու և համատեղելու համար: .

Արդյունքներ / առավելություններ.
- Ինչպես ցույց է տրված, DW-UHF մոդելը ինդուկցիայի արածեցման համակարգ ի վիճակի է ջեռուցել ինչպես ամենամեծ, այնպես էլ ամենափոքրը խողովակից խողովակի հատվածները `ամրանավորված հանգույցը լրացնելու համար: Testերմային ժամանակները, օգտագործելով առկա փորձարկման ոլորուն, գտնվում են արտադրության ջերմային ժամանակի ակնկալիքների մեջ, որոնք պահանջվում են Electrolux- ի կողմից:
- HLQ- ն կպահանջի ամբողջական հավաքույթ `վերանայման համար, որպեսզի մշակվի կծիկի վերջնական դիզայնը, որը կարող է տեղավորել ձեր դասավորության լուսանկարում նշված բոլոր 12 հոդերը: Անհրաժեշտ է իմանալ և տեսնել ճկվող խողովակի միացումների և պողպատե կոմպրեսորի հատվածի միջև եղած բացթողումները `ապահովելու համար, որ պողպատե պատյանները չեն ազդում բեռնվածքի կծիկում առաջացած ՌՖ-ի արդյունքում: Այս վերջնական դիզայնը կարող է պահանջել կծիկի մեջ ֆերիտային նյութերի ավելացում, որը կծառայի կենտրոնացնել ՌԴ դաշտը պղնձե կապանքներին և ոչ թե պողպատե պատյանին:
- Նախնական փորձարկումներն ավարտվել են DW-UHF-10kW- ի վրա `օգտագործելով առկա լաբորատոր կծիկը: Արտադրական կծիկը պարունակվում է ոչ հաղորդիչ պատյանով, որը թույլ կտա օպերատորին այն օգտագործել պղնձե տողերի դիմաց կծիկը տեղակայելու համար ՝ ճշգրիտ և դրական ջեռուցման տեղակայման համար ամրացման գործընթացի համար: Արտադրության կծիկի դիզայնը կներառի ավելի կարճ տողեր, քան փորձնական կծիկն ու կկազմակերպվի այնպես, որ ջերմային ցիկլերը բարելավվեն (ավելի կարճ ջերմային ժամանակներ):