ինդուկցիոն պղնձե և փողային ձողեր
Նպատակ
Ինդուկցիոն Բրազիլական և փողային ձողեր և ժապավեններ ՝ ջահի աշխատանքը փոխարինելու համար: Ներկայացված ջահի գործընթացը հանգեցնում է հավաքման վրա չափազանց աղտոտող նյութերի և պահանջում է ընդարձակ վերամշակում ՝ խոզանակ գործողությունից հետո:
սարքավորում
DW-UHF-40KW բարձր հաճախականության ինդուկցիոն արցունքաբեր մեքենա
Երկու պտույտ բաց ավարտի փոխակրիչի կծիկ
նյութեր
• Պղնձի կտրոնի ափսե և պղնձի ձող
• Բրազի լար - EZ հարկ 45
• Խոզանակ խառնուրդ - 45% արծաթ, 1/32 DIA
TEST
Հզորությունը ՝ 30 կՎտ
Temperatureերմաստիճանը ՝ մոտավորապես 1350 ° F (732 ° C)
Ժամանակը ՝ միջին ժամանակը ՝ 25 վայրկյան
Գործընթացը և արդյունքները.
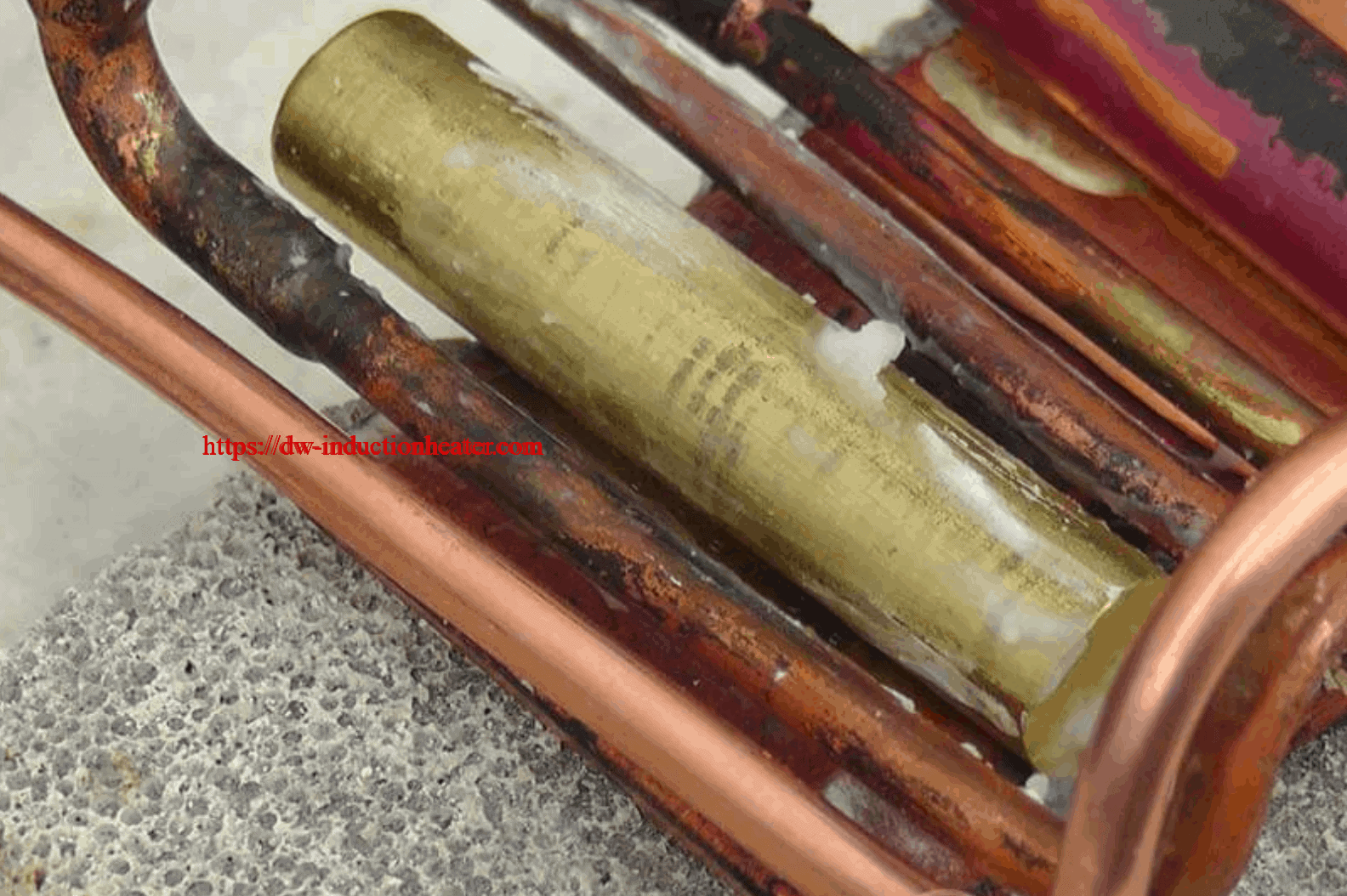
Ներածման պղնձի կտրոնի ափսեի և պղնձի ձողի համար `EZ Flo 45 բրազիլ մետաղալարը կտրվել է 2 'երկարությամբ և տեղադրվել է ինտերֆեյսի տարածքում: Արտադրության իրավիճակում խորհուրդ է տրվում EZ Flo 45 բրազիլական մածուկ: Հավաքները ստեղծվել են (տես լուսանկարները) և ջեռուցվում է միջին 25 անգամ ՝ համաձուլվածքը հոսելու և կրծքին հասնելու համար:
Պղնձի և փողային պղնձի միջև մետաղական դիմադրության տարբերության պատճառով փողային բարը նախընտրում է ջերմությունը: Կծիկը, որը նախատեսված է սալիկներով սալիկներով սալիկապատելիս, տաքացնում է ձողերը, և ջերմությունը փոխանցվում է ափսեի ավելի մեծ քանակով անցկացման միջոցով, քան ինդուկցիայի արդյունքում, որի պատճառով բարերը սկզբում հասնում են ջերմաստիճանի ՝ նախքան ափսեը: Եթե նյութերը նույնն են (պղնձի հետ փողը կամ փողը `փողային փողը, սա խնդիր չէ: Եթե բարը պղինձ է, իսկ ափսեը` փողային, խնդիրներ չեն առաջանում, միայն այն դեպքում, երբ բարը փողային է, իսկ ափսեը `պղինձ: Դա պահանջում է իջեցված ուժը `փողային փողի ջերմային փոխանցման համար փողային պղնձից դեպի պղնձե ափսե:
Արդյունքներ / առավելություններ.
- Ուժեղ ամուր հոդեր
- Ընտրովի եւ ճշգրիտ ջերմային գոտի, որի արդյունքում պակաս մասի խեղաթյուրում եւ համատեղ սթրես, քան զոդում
- Պակաս օքսիդացում
- Ավելի արագ ջեռուցման ցիկլեր
- Ավելի հետեւողական արդյունքներ եւ մեծ քանակությամբ արտադրության համար պիտանիություն, առանց խմբաքանակի վերամշակման անհրաժեշտության
- Ապահով, քան բոցավառությունը
