Ներքին լեհական պղնձի լարեր IGBT բարձր հաճախականության ջեռուցման բլոկներով
Նպատակը Պղնձե ավտոբուսային ձողի վրա նախապես տեղադրված պտուտահաստոցներին երկու պղնձե լարերի զոդում
Նյութ Նյութեր
Ջերմաստիճանը 446 ºF (230 ºC)
Հաճախություն 230 kHz
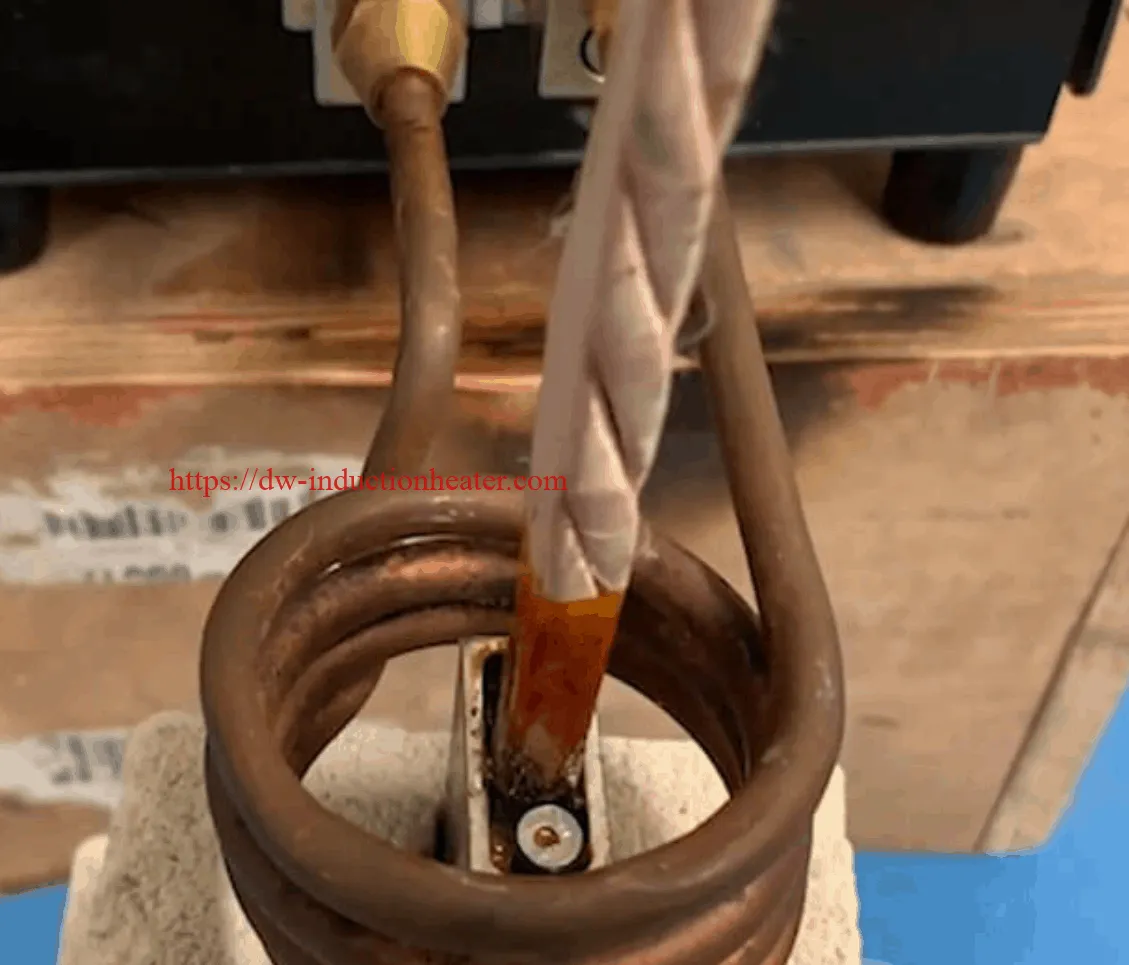
Սարքավորումներ • DW-UHF-6kW ինդուկցիոն ջեռուցման համակարգ, որը հագեցած է մեկ հեռավոր աշխատանքային գլխիկով, որը պարունակում է մեկ 1.2μF կոնդենսատոր:
• Ինդուկցիոն տաքացման կծիկ, որը մշակվել և մշակվել է հատուկ այս ծրագրի համար:
Գործընթացը ավտոբուսների ձողերի հավաքումը զոդելու համար օգտագործվում է չորս պտույտով պառակտված պարույր պարույր: 2 պղնձե լարերը կիրառվում են պտուտահաստոցների վրա, իսկ ուժը ՝ 30 վայրկյան: Ամրակցման փայտը ձեռքով սնվում է ջեռուցվող մասերին, և ամրացումը հոսում է հավասարապես ՝ ստեղծելով հոդակապը:
Արդյունքները / առավելությունները Ներքին ջեռուցումն ապահովում է `
• Նվազեցված կպցնել ժամանակը
• Նույնիսկ ջեռուցման բաշխում
• Համատեղ համատեղ հետեւողականություն


