
Ներկառուցված պտտվող պողպատե գոտի
Նկարագրություն
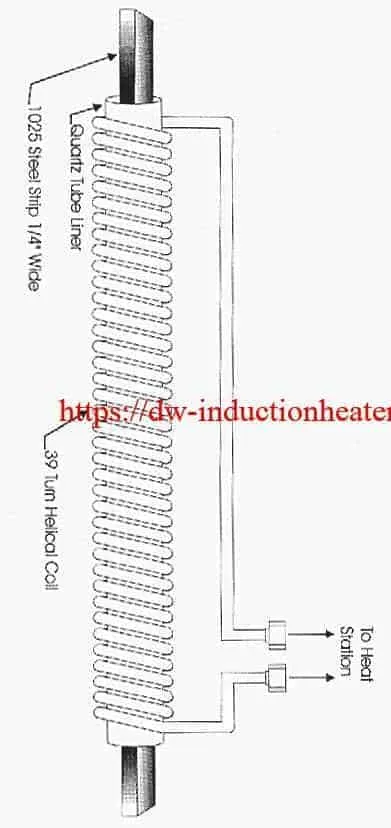
Ներկառուցված պողպատե շերտի պատրաստում `ներդիրավոր ջեռուցման համակարգով
Նպատակը 1025 պողպատե շերտը տաքացնել 1800 ºF- ից առաջ ձիու կոշիկների արտադրության կեղծման գործընթացից առաջ: Ներկայումս բլանկները կտրում և տաքացնում են գազով աշխատող վառարանում, այնուհետև դրանք կեղծում են մամուլում: Տեղադրելով ինդուկցիոն կծիկ, պողպատը անընդհատ սնվում էր գլանափաթեթից ինդուկցիոն կծիկի միջով և դարբնոցային մամուլում: Արտադրության ավելացված տեմպը բավարարելու համար 13 ″ պողպատե հատվածի ջեռուցումը պետք է տեղի ունենա 10 վայրկյանի ընթացքում:
Նյութ 1025 Պողպատե ժապավեն մոտավորապես 3/4 ″ լայնությամբ և 1/4 ″ հաստությամբ:
Ջերմաստիճան 1800 ºF
Հաճախականություն 50kHz
Սարքավորումներ DW-HF-60kW ելքային պինդ վիճակի ինդուկցիոն էլեկտրամատակարարում, ներառյալ 0.5 μF ընդհանուր հզորությամբ ջերմակայան:
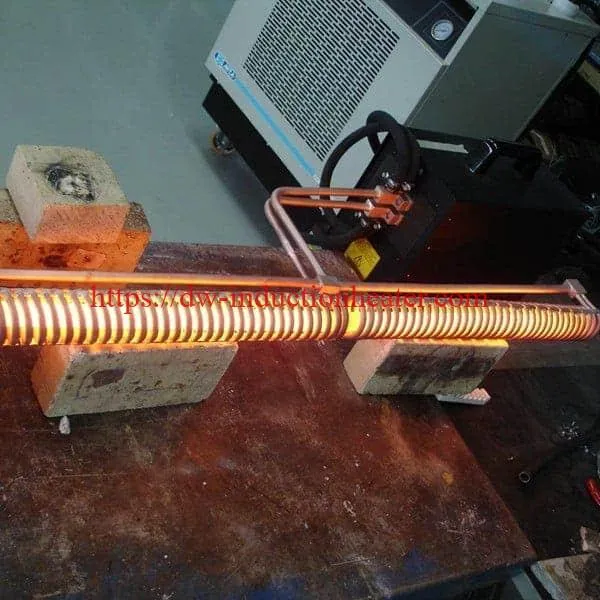
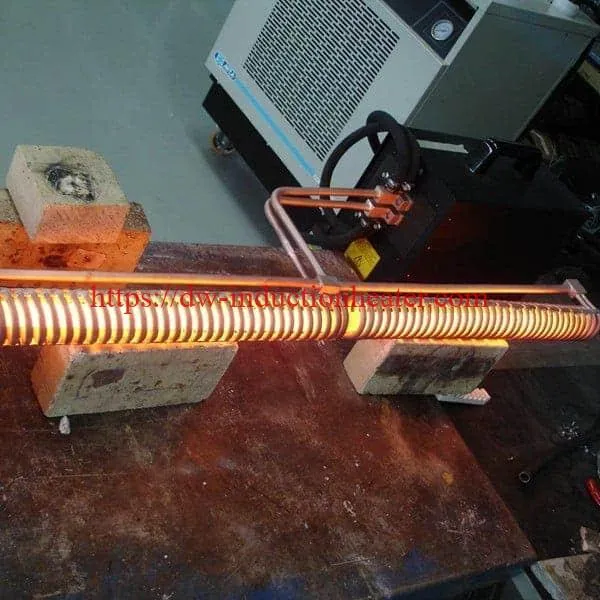
Գործընթացը Պարզվել է, որ Ամերիթերմի 40 կՎտ հզորությամբ պինդ վիճակի ինդուկցիոն էլեկտրամատակարարումը արդյունավետորեն հասնում է հետևյալ արդյունքների. Արդյունքներ • 1800 ºF- ը հասավ 10 վայրկյանում:
• 1-5 վայրկյանում 10 մասի արտադրության տեմպը բավարարվեց:
• Վերոնշյալ արդյունքները ձեռք են բերվել 39 1/1 ical ID և 2 11/1 ″ OAL չափիչով պտտվող 2 պտտվող ոճի աշխատանքային կծիկի օգտագործման միջոցով: