Ինդուկցիոն կախազարդային կապակցման միակցիչ արեւային վահանակում IGBT ներդիրի ջեռուցիչով
Օբյեկտիվ Sոդել միանգամից երեք փողային միակցիչ արևի վահանակի միացման տուփում միանգամից ՝ առանց ազդելու միացման տուփի բաղադրիչների վրա
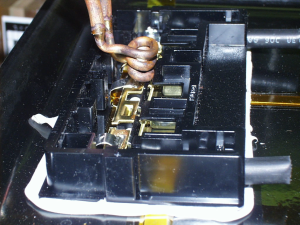
Նյութեր Արեւային վահանակի միացման տուփ, փողային կապակցիչներ, մածուցիկ մետաղալարեր
Ջերմաստիճանը 700 ºF (371 ºC)
Հաճախություն 344 kHz
Սարքավորումներ • DW-UHF-6 կՎտ ինդուկցիոն ջեռուցման համակարգ, որը հագեցած է մեկ հեռավորության գլխիկով, որը պարունակում է մեկ 1.0 μF կոնդենսատոր:
• Ինդուկցիոն տաքացման կծիկ, որը մշակվել և մշակվել է հատուկ այս ծրագրի համար:
Գործընթաց Միակցիչները տաքացնելու համար օգտագործվում է օվալաձև եռապտույտ պարույր պարույր: Soldոդման մետաղալարերի մի կտոր դրվում է հոդի տարածքում և յուրաքանչյուր հանգույց 5 վայրկյան տաքացվում է առանձին `միակցիչը զոդելու համար: Ընդհանուր գործընթացի ժամանակը երեք հոդերի համար 15 վայրկյան է:
Արդյունքները / առավելությունները Ներքին ջեռուցումն ապահովում է `
• Pinշգրիտ ճշգրտությունը ջեռուցումն ապահովում է միայն հանգույցով. չի ազդում շրջակա բաղադրիչների վրա
• Լոկալ ջերմաստիճանը արտադրում է կոկիկ եւ մաքուր միացումներ
• Արտադրում է բարձր որակ, կրկնվող արդյունք
• Նույնիսկ ջեռուցման բաշխում