Ներդիրի Brazing պղնձե խողովակ
Նկարագրություն
Ինդուկցիայի պղնձե խողովակ `բարձր հաճախականությամբ ռադիոհաճախության ջեռուցման սարքերի միջոցով
Հետազոտության նպատակը
Պղնձե խողովակի համադրությունը տաքացնել աննորմալ մթնոլորտում 1450 ° F- ին 45 վայրկյան ընթացքում առանց հոսքի կամ թթվային լվացման մաքրման համար պղնձի համար:
Մասերի և նյութերի նկարագրություն
Պղնձե խողովակի հավաքում, ջերմաստիճանի զգայուն ներկ, բրեզենտ նախնական ձեւեր
Ջերմաստիճանը պարտադիր է
1450 ° F
Ներարկման ջեռուցման սարքավորում
DW-UHF-10kW ինդուկցիոն տաքացման էլեկտրամատակարարում, հեռավոր ջերմակայան ՝ 1.25 միկրոֆարադ երկու կոնդենսատորով (կուտակային հզորություն 0.625 մղոն) և հատուկ մշակված ինդուկտոր (կծիկ)
Օպերացիոն հաճախականությունը
400kHz
Ջեռուցման կարգը
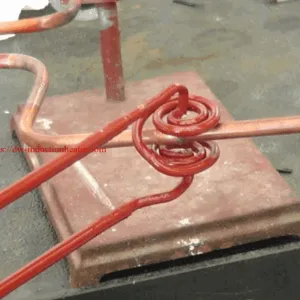
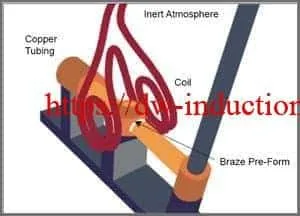
Փորձարկումը կատարվել է ABS Mark 2- ում, որը պարունակում է 95% Արգոն եւ 5 ջրածնի գազի խառնուրդ: Հատուկ նախագծված, չորս հերթափոխով պտտվող խելացի ինդուկտոր օգտագործվել է խողովակի համակցման համատեղ տարածքի օպտիմալ ջեռուցման համար: Նախնական փորձարկումները կատարվել են բաց ծալքերով եւ ջերմաստիճանի զգայուն ներկերով `ջերմաստիճանի եւ ջեռուցման պրոֆիլների ստեղծման համար, 1450 ° F ջերմաստիճանը հասել է 45 վայրկյանից` հալման նախնական ձեւերի հալեցման համար:
Եզրափակում
Հաջող արդյունքներ ստացվեցին 1450 ° F- ին, 45 վայրկյան ընթացքում: Քանի որ ջերմությունը անցնում է խողովակի հավաքածուից, նույն համանման հետագա հոդերը պահանջում են ավելի քիչ ժամանակ: Brazing պղնձե խողովակների հավաքածուն գերազանց դիմում է ներածություն ջեռուցում.